PRODUCT
MHK 3S1050TTRC
TRIOPRESS Automatic High Speed Duoble Hot Stamping & Die Cutting Machine with Stripping & Heating System

Product Features
The job you can realize in one pass as below:
- 1. hot stamping+hot stamping+die cutting+stripping
- 2. hot stamping+deep embossing+die cutting+stripping
- 3. deep embossing+deep embossing+die cutting+stripping
- 4. hot stamping+hot stamping+deep embossing
- 5. hot stamping+deep embossing+deep embossing
MHK-3S1050TTRC can meet the exacting requirements in the post press marketplace. This machine are able to do twice hot stamping&deep embossing or twice hot stamping&die cutting&stripping or hot stamping&deep embossing&die cutting& stripping in one pass which traditional machine and duopress machines are unlikely to delivery. It will bring you value-added enjoyment. Improved production and reduced labor cost, without any reduction in efficiency or quality, a unique machine foil stamping and die cutting in one seam-less operation.
Partial Introduction
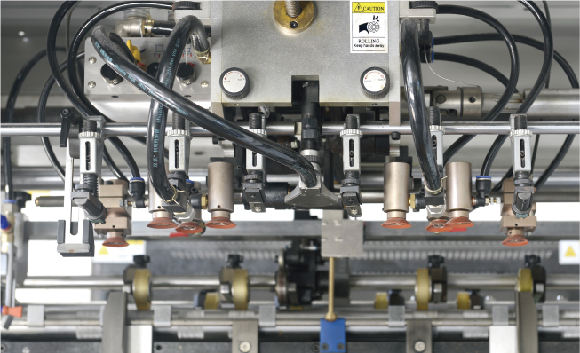
Feeder unit
Four pick up and four forward suck heads with angle adjustment to handle different kinds of materials.
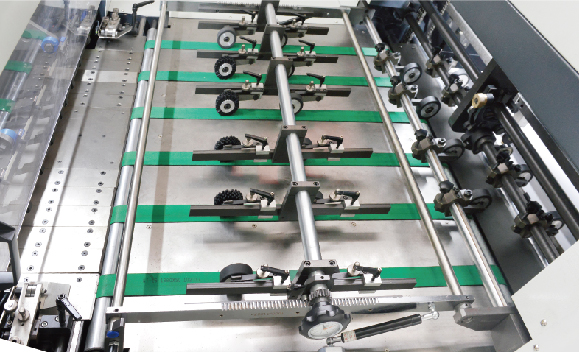
Feeding table
Synchronizing device to adjust the sheet positioning to the front lay by hand during production,Sheet hold-down device (guiding the sheets to the front lays).
Hot stamping section
Heating base with 20 heating zone each temperature adjustable individually for efficient and accurate temperature control.

Foil advancing unit
Three sets of longitudinal foil advancing shafts and two sets of lateral foil advancing shafts are driven by servo motors individually programmable for short and long foil stepping.
Mould quick locking device
Adopt Center-line system and quick locking device to save make ready time.
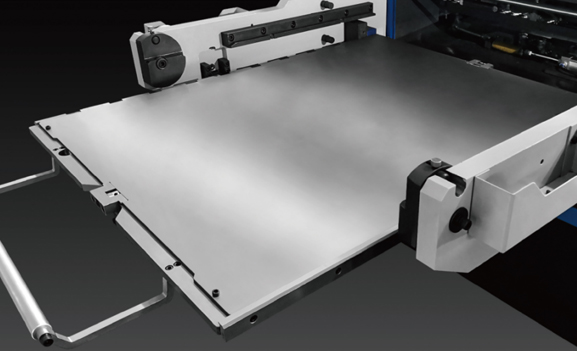
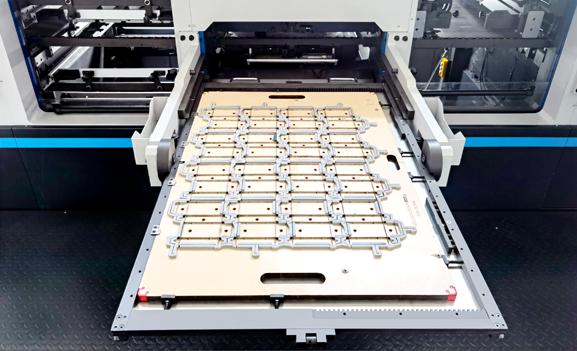
Plate setting
5mm hardened stamping plate or 3.5mm + 1.5mm sandwich stamping plate on top of 15mm precision ground supporting base plate with +/-0.9mm micro adjustment in both running and cross direction for quick set up and easy make ready.
Torque limiter
Taiwan high precision intermittent segmentation ensure high positional precision for long time usage.
Taiwan torque limiter can accurately protect the artificial operation accident to guarantee the people and machine safety by its sensitive limit protection performance.
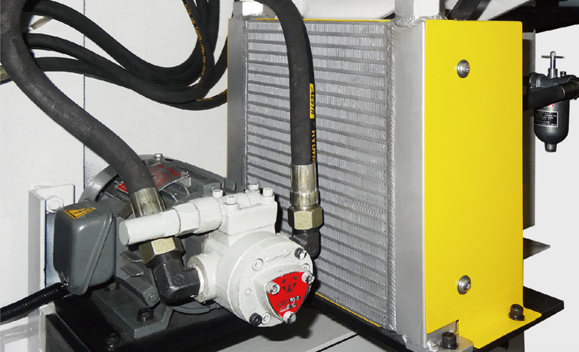
Main motor lubrication system
Taiwan made automatic oil pump cooling circulation system to ensure main motor lubrication of high speed for a long time.
Equipped with oil pressure gauge and with oil pressure alarm device.
Stripping unit
Adopt center line system,Upper and lower stripping tool mounting frame can be pulled out for job set up and make ready.

Gripper edge waste removal device
Gripper edge stripping and removing system with conveyor belt to remove the gripper edge waste sideways to the drive side.

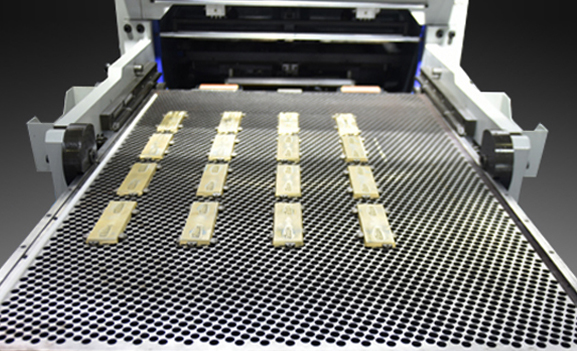
Delivery unit
Automatic delivery with non – stop curtain. This curtain moves into the delivery to catch the arriving sheets during the pile exchange.two blowers for paper collection can ensure neat collection of thin and thick papers.

Germany vaccum pump
Germany Becker oil free blower and vacuum pump.

Auto lubrication system
Adopt concentrated auto lubrication system to make sure the driven parts working better.
Configurations
| Feeding Unit | MHK-3S1050TTRC |
| 01. Monolithic conveying section wall panel of ductile iron | 〇 |
| 02. Fish scale type strong paper suction head, 4 suction and 4 feed, the suction head can adjust various paper suction Angle according to the deformation of paper | 〇 |
| 03. Adjustable air suction tube, suction head and air distribution valve superhard alloy treatment | 〇 |
| 04. Three feida head anti-collision devices | 〇 |
| 05. Horizontal paper parting and blowing device | 〇 |
| 06. The main and secondary stacking paper table does not stop alternately, feida non-stop operation, the maximum pile of paper height 1600mm | 〇 |
| 07. Main electric left and right trimming device for paper feed stack | 〇 |
| 08. The pre-stack device is equipped with rails so that the operator can accurately and easily load the stack into the feita | 〇 |
| 09. Push-pull side gauge, one set for operation side and one set for transmission side. Side gauges can be adjusted between push and pull gauges to meet different paper requirements | 〇 |
| 10. Side gauge, front gauge paper photoelectric detection | 〇 |
| 11. Paper arrives before the gauge, slow down the function of paper | 〇 |
| 12. Electromechanical double detector | 〇 |
| 13. Import paper conveyor belt and stainless steel conveyor plate | 〇 |
| 14. Pneumatic lifting device for feeding frame | 〇 |
| 15. Single point clutch: the conveying part and the main part can be separated and combined synchronously at any time, simplifying and facilitating the operation sequence. No matter the sample, test pressure, etc., can be arbitrarily separated and closed conveyor section | 〇 |
| 16. PLC and electronic CAM control the timing of the whole machine | 〇 |
| 17. Germany Baker brand blowing and suction dual vacuum pump | 〇 |
| One Station, Two Station, Three Station Main Engine Department | |
| 01. Ductile iron heavy main body and left and right wall panels and upper platform, lower platform | 〇 |
| 02. Imported worm gear, worm with 40CR crankshaft | 〇 |
| 03. Rotary device for die cutting bottom plate and cutter template | 〇 |
| 04. Automatic lubricating oil cooling and lubrication system in main transmission box | 〇 |
| 05. Imported torque limit overload protector | 〇 |
| 06. Servo motor pressure regulating device, through THE PLC touch screen button to achieve accurate pressure control, accurate adjustment to 0.01mm | 〇 |
| 07. The whole set of imported anodized aluminum alloy tooth row and positioning structure of 15 groups, each tooth row adopts adjustable tooth row structure | 〇 |
| 08. Servo control system is adopted for the rear positioning of tooth row, and the accuracy of each tooth row can be adjusted by PLC touch screen button to ensure the accuracy of tooth row, permanent accuracy of ±0.075mm (patented product) | 〇 |
| 09. Import main drive chain | 〇 |
| 10. Imported intermittent divider | 〇 |
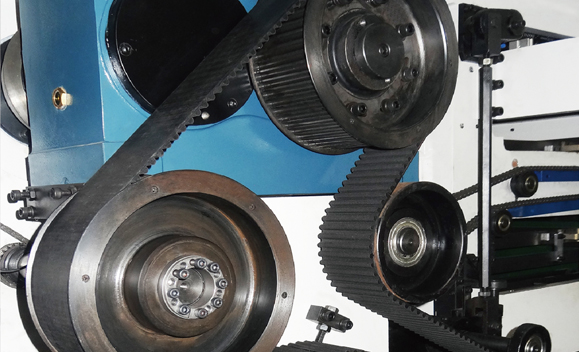
| 11. Imported synchronous belt, belt wheel drive | 〇 |
| 12. Main drive inlet pneumatic clutch brake device | 〇 |
| 13. Japanese SMC pressure detection device, pressure is too low alarm | 〇 |
| 14. Combined bottom plate center positioning structure (3.5mm+1.5mm), with fine tuning function, convenient adjustment of bottom die | 〇 |
| 15. Die-cut plate frame adopts center line fast positioning device structure, with fine tuning function, convenient plate frame adjustment | 〇 |
| 16. Die-cut plate frame and die-cut bottom plate adopt Japanese SMC gas regulator locking, to avoid the upper and lower plate frame locking installation is not in place, effectively avoid the loss caused by human factors operation | 〇 |
| 17. The main drive is driven by servo motor | 〇 |
| 18. The whole machine adopts centralized automatic oil supply system to ensure that the transmission part is not short of oil | 〇 |
| 19. Equipped with air storage tank to ensure the stable air pressure | 〇 |
| Stripping Unit (Clean up all sides) | |
| 01. Scrap left and right wall panels of ductile iron | 〇 |
| 02. Clean up the waste transmission mechanism | 〇 |
| 03. You can choose whether to use the waste cleaning function | 〇 |
| 04. Drive mechanism of waste – removing mould in the middle | 〇 |
| 05. Clean the waste transmission mechanism | 〇 |
| 06. The installation of the middle waste cleaning board adopts the center line quick positioning installation mode, so that the operator can quickly install the waste cleaning board and improve the efficiency of changing the board | 〇 |
| 07. Mouth waste cleaning device | 〇 |
| Delivery Unit | |
| 01. Left and right wall panels of nodular cast iron | 〇 |
| 02. Adjustable mechanical paper receiving brush and paper pressing mechanism to help the teeth discharge paper and stack | 〇 |
| 03. Paper collecting and paper leveling device | 〇 |
| 04. Photoelectric detection of the upper and lower limit switch prevents the paper from being piled too high and the paper from being rolled up | 〇 |
| 05. Rolling curtain type auxiliary paper collecting frame, can realize non-stop machine paper collecting | 〇 |
| 06. The paper receiving part can be controlled by 7 inch touch screen | 〇 |
| 07. Paper receiving bidirectional auxiliary blowing, manual sampling mechanism, easy to operate | 〇 |
| Electrical Parts | |
| 01. Independently developed PLC control system (patented technology | 〇 |
| 02. The die cutting part adopts two 10.4 inches and the paper receiving part adopts a 7 inches touch screen | 〇 |
| 03. All the machines adopt relays, AC contactors, air switches and buttons made by Moeller from Germany to ensure the stability and reliability of electrical parts | 〇 |
| 04. The whole machine adopts Japanese Omron photoelectric switch, optical fiber, encoder and sensor, to ensure the accuracy and stability of electrical detection of each part of the action | 〇 |
| Bronzing Computer Control System | |
| 01. Independent research and development of AC801 bronzing computer control system, accurate operation, fast speed, can realize high-speed intelligent skip operation of large area electrochemical aluminum foil (patent technology) | 〇 |
| 02. Three vertical and two horizontal aluminum foil independent foil feeding system ensures smooth and accurate anodized aluminum conveying at high speed, reliable tension control and small aluminum foil stretching | 〇 |
| 03. Three Vertical bronzing foil receiving inner large surface biaxial foil receiving device (patent technology) | 〇 |
| 04. Three vertical bronzing foil collecting outside intelligent foil collecting cabinet device | 〇 |
| 05. The Three longitudinal foil feeding frame adopts push-pull device, which is convenient to pull the foil feeding frame out from the machine to replace the aluminum foil, and the operation is simple and safe | 〇 |
| 06. Bronzing servo adopts directly connected foil feeding shaft device with high precision | 〇 |
| 07. Equipped with broken foil detection system to prevent the hot stamping waste caused by accidental break of anodized aluminum and improve the yield of hot stamping products | 〇 |
| 08. Temperature zone independent control system, effectively control the heating temperature of hot stamping plate. Ensure the whole heating system temperature control more balanced and stable | 〇 |
| 09. Holographic anti-counterfeiting foil holder device, quick operation, safe replacement of position, convenient installation, ensure the accuracy and stability of holographic hot stamping (holographic hot stamping, optional) | △ |
| 10. Vertical and horizontal bidirectional with aluminum foil separation blowing device, suitable for large area bronzing | 〇 |
| 11. If the length of aluminum foil is less than the set parameter, the alarm will be triggered and the computer processing aluminum foil monitoring system will display the remaining and used aluminum foil length | 〇 |
| 12. Bronzing department operating table adopts 10.4 inch touch screen | 〇 |
| Hot Pressure Control System | |
| 01. Temperature zone independent control system, effectively control the heating temperature of the heating plate. Ensure the whole heating system temperature control more balanced and stable | 〇 |
Note: This allocation sheet is for reference only, the formal allocation sheet is subject to the contract. Standard configuration: 〇; Optional: △
Main Technical Parameter
| Model | MHK-3S1050TTRC |
| Function | 1. hot stamping+hot stamping+die cutting+stripping 2. hot stamping+deep embossing+die cutting+stripping 3. deep embossing+deep embossing+die cutting+stripping 4. hot stamping+hot stamping+deep embossing 5. hot stamping+deep embossing+deep embossing |
| Maximum Sheet Size | 1050×750mm |
| Minimum Sheet Size | 400×360mm |
| Maximum Cutting Size | 1040×720mm |
| Max. Hot Stamping Size | 1040×720mm |
| Max. Embossing Area | 1040×720mm |
| Minimum Gripper Margin | 9~17mm |
| Inner Chase Size | 1140×755mm |
| Stock Range | Paper: from 80 to 2000g/m2, 0.1~2mm, corrugated board: up to 4mm |
| Die Cutting Accuracy | ≤±0.075mm |
| Common Stamping Accuracy | ≤±0.075mm |
| Hologram Positioning Stamping Accuracy | ≤±0.075mm(optional) |
| Embossing Accuracy | ≤±0.075mm |
| Max. Die Cutting Force | Press1: 600T, Press2: 600T, Press3: 300T |
| Max.working Speed | 6200s/h (Die cutting), 6200s/h (Hot stamping), 6200s/h (Hot pressing) |
| Max. Feeder Pile Height | 1600mm(With wooden pallet) |
| Max. Delivery Pile Height | 1400mm(With wooden pallet) |
| Max. Gold Foil Diameter | Ф250mm Longitudinal, Ф200mm Transversal |
| Electric-heated System | 20 temperature ranges, 40-180℃ is adjustable |
| Foil Width | 20~1020mm |
| Press1 Foil Advance Shafts | 3 Longitudinal+2 Transversal |
| Press2 Foil Advance Shafts | 3 Longitudinal+2 Transversal |
| Press3 | Equipped with electric heating system+stripping |
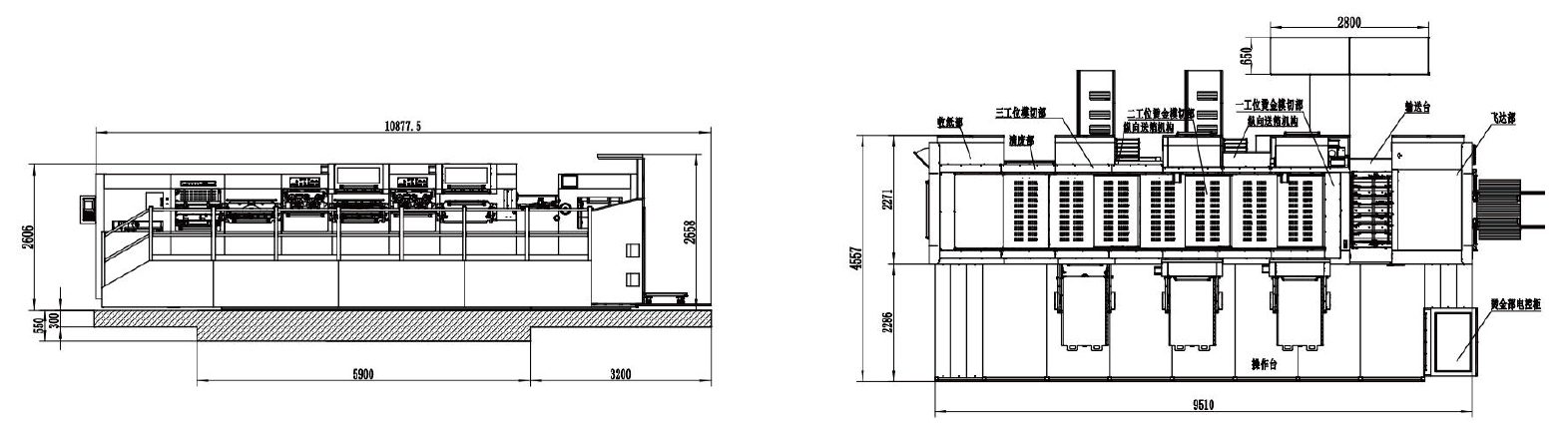
| Machine Dimensions | 10878×4557×2658mm(L×W×H) (L: paper prepared track included, W: platform included) |
| Net Weight of Machine | 46T |
| Full Load Wattage | 141KW |
| Air Requirement | Pressure: 0.6~0.7Mpa, Flow: ≥1m3/min |
Drawing